GrblとGコード
| 1 |
GコードはCNCマシンの動作を決めるスクリプト:テキスト文です。 FlatCAMから出力されたコードの一部です。
M5 動作開始前 スピンドルモーターは停止
G00 Z15.0000 Z軸はワーク原点(0点検出した基板表面)から15㎜上
G00 X0.0000 Y0.0000 G0の速度でX,Y原点に移動する。
T3 ツールは3番(PCBのフットプリントにより決まる)
M6 ツールチェンジのため一旦停止
(MSG, Change to Tool Dia = 0.2000)
M0 ツールチェンジのため一旦停止
G00 Z15.0000 念のためZ再移動(2行目で移動済なので動かない)
M03 スピンドル(切削モーター)回転
G01 F120.00 切削速度は120㎜毎分
G00 X-11.2902 Y-7.2800 切削開始位置まで移動(まだヘッドが下りていない)
G01 F60.00 下降速度は60㎜毎分
G01 Z-0.1 基板表面から0.1mm食い込む(深さ0.1mm)
G01 F120.00 切削速度は120㎜毎分
G01 X-11.2559 Y-7.2783 X,Yで指定位置まで深さ0.1mmのまま移動切削する
G01 X-11.2268 Y-7.2741 同上
G01 X-11.2171 Y-7.2722
G01 X-11.1910 Y-7.2656
G01 X-11.1839 Y-7.2634
|
| 2 |
GコードではG**から始まるコマンドにスピードのFやX,Y,Zのパラメーターを組み合わせることにより加工します。X,Y,Zは同時に指定できますがそうすると同時に動き出します。ヘッド(ツール先端)の軌跡は斜めに動くことになりますので、基板上であれば平坦ですので問題にはなりませんが、移動線上にクランプ(基板の固定金具)等があると接触し破損するかもしれません。切削時退避時とも移動時はZ軸だけ別扱いで先に移動した方が安全です。 |
| 3 |
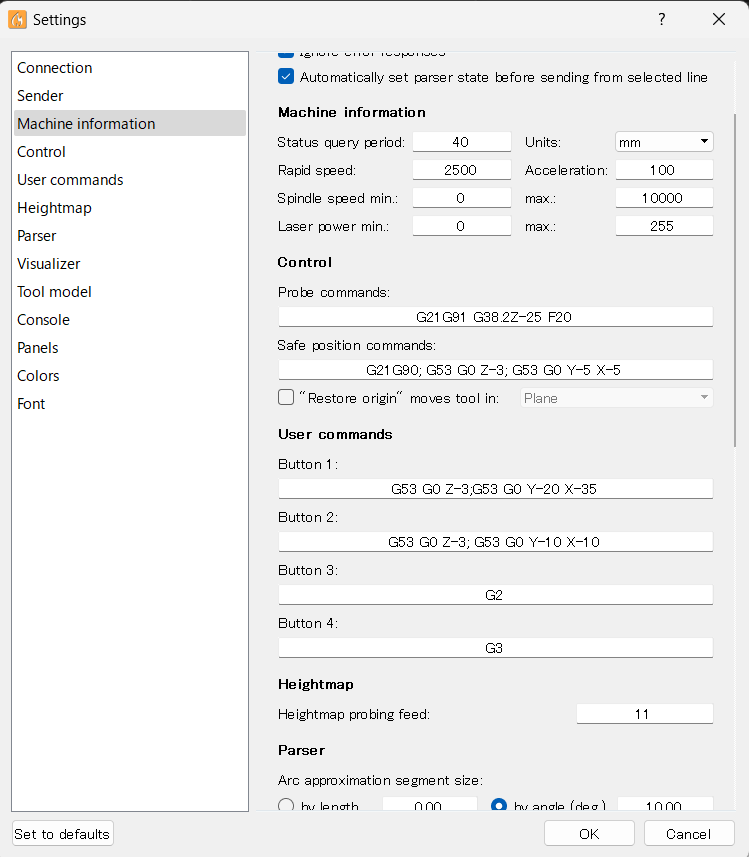
Candleに“UserCommnd”ボタンがあります。“SafePsition”ボタンも同様ですがSettingメニューから動作を登録することができます。 座標軸原点が不定だと(作業ごと毎回異なると)あまり意味はないですがハードウェアリミットスイッチを取り付けて等して必ず機械座標を確定する場合には、定位置に移動してくれるボタン登録が便利です。
|
| 4 |
ControlのProbe Commndでは G21 G91 G38.2 Z-25 F20と記述されています。 G21:mm単位 G91:相対座標(今いる場所を起点とした移動距離)で動作する G38.2:プローブが基板表面を検出するまで移動してその場で停止する。 Z-25:今いる機械原点から25㎜下がったところまでを限度とし、F20:その速度はゆっくりする。 私の環境ではツール先端が20mm程度下がると基板に接触しますのでZ-25としています。接触した状態で停止しますのでその場でZ軸0点設定ボタンを押します。(Z軸ワーク座標を原点とします) |
| 5 |
ControlのSafePsition Commndでは G21 G90;G53 G0 Z-3;G53 G0 Y-5 X-5と記述されています。 G21:mm単位 G90:絶対座標(ワーク座標による座標位置)で動作する ;は行の区切り G53機械座標を使用して Z-3:機械原点(ホームボタンで決定されている)から3㎜下がったところに行く。;行区切り G53機械座標でX,Yとも原点から5㎜離れる。 G53は一回ごとの指定です。1行ごと指定が必要ですのでZ-3の後に;がありますのでここでG53の指定はクリアされ直前の座標指定であるG90:ワーク座標に戻ります。再度G53を指定してX,Yとも-5の位置に移動します。このコマンドが終了した時点ではG53は無効になり再びワーク座標に戻ります。 |
| 6 |
同様にUserCommndも必要に応じて登録します。 |
Copyright © 面白半分